








高硬钢加工整体立铣刀

SH360系列高硬钢加工立铣刀 & SHM200系列小径深加工立铣刀
SH360系列高硬钢加工立铣刀适用于HRC45~65度材料的通用加工以及部分高速加工,SHM200系列小径深加工立铣刀适用于HRC45~65度材料的高速加工,这两款产品与之前产品相比更耐磨损,寿命更长、加工工件表面质量更佳、刀具尺寸精度更高。


SHM200系列小径深加工立铣刀
技术特点
全新一代高硬钢涂层技术
我司全新一代高硬钢涂层硬度和抗氧化温度显著提升。硬度从30Gpa提升至40Gpa,最高使用温度从1000℃提升至1200℃。

高精密磨削技术
可以优化刀具表面质量,从而提升加工工件表面质量
高稳定磨削技术
可实现高精度产品,高合格率加工,最具代表性的是实现微小径刀具的稳定生产
应用案例
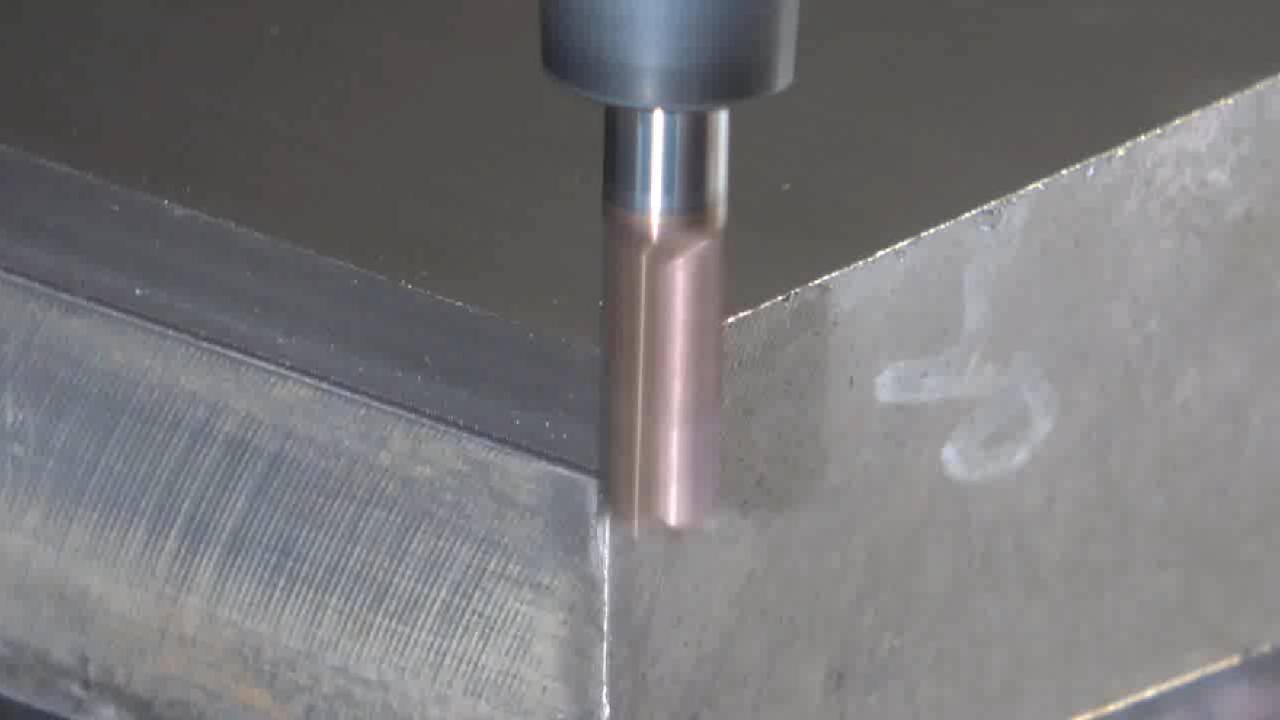
案例1,SH360,D6侧铣精加工,SKD11(HRC60)
刀具规格
SH360-S6-6-15-K / D6x15x50xd6
加工材料
SKD11(60HRC)
参数
n=8000RPM , F=3000mm/min , Ap=6.0mm , Ae=0.08mm
冷却/刀柄
气冷/热缩刀柄
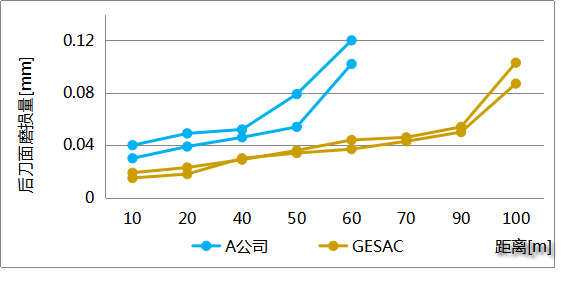
加工效果
对比在相同工况下加工60米后的刀具后刀面磨损图片,金鹭刀具磨损为0.04mm,而A公司产品,磨损已经超过0.1mm,已经无法继续精加工使用。金鹭全新一代高硬钢涂层,在加工过程中有效的保护了刀具,使金鹭刀具性能优于A公司同类产品66%以上

A公司-加工60m

GESAC-加工60m
案例 2,SHM200,R1.5面铣精加工,SKD11(HRC60)
刀具规格
SHM200-BN2-3-13-K / R1.5x2.4x13
加工材料
SKD11(60HRC)
参数
n=11200RPM , F=1344mm/min , Ap=0.04mm , Ae=0.04mm
冷却/刀柄
气冷/热缩刀柄
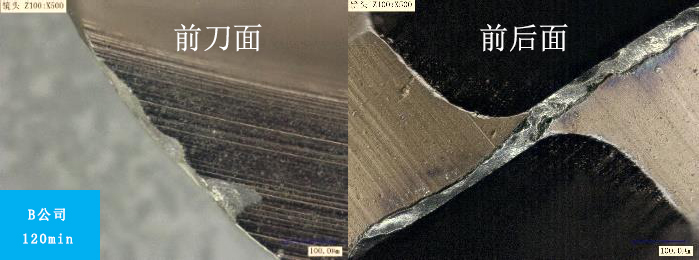
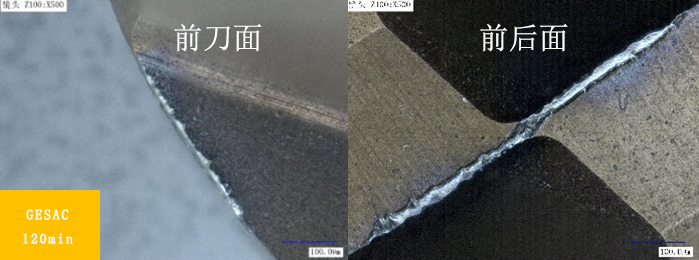
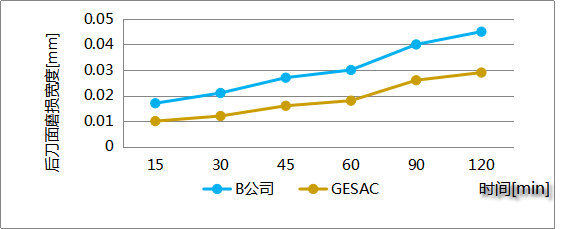
加工效果
对比在相同工况下加工120min后的刀具后刀面磨损,金鹭刀具磨损为0.027mm,而B公司刀具磨损达到0.049mm,在金鹭全新一代高硬钢涂层性能加持下,金鹭刀具性能优于B公司同类产品一倍以上。
联系我们
集美工厂地址:
福建省厦门市集美区北部工业区天阳路52-60号
同安工厂地址:
福建省厦门市同安区工业集中区集成路1601—1629号
海沧工厂地址:
福建省厦门市海沧区东孚西路69号
扫一扫,浏览手机端
